官方微信
官方微信

 官方QQ
官方QQ


摘要: 对开式钨金轴瓦在高压同步电动机上被大量应用,那么轴瓦与转轴的配合精度对于同步电动机的稳定运转起着重要的作用,所以轴瓦的刮研情况至关重要。
关键词: 同步电动机;对开式钨金轴瓦;刮研
对开式轴瓦是滑动轴承和转轴接触的部分,形状为瓦状的半圆柱面。轴瓦与转轴之间为间隙配合,工作时,间隙处会形成油膜, 其作用是将转轴与轴瓦隔离,减小轴瓦与转轴之间的摩擦,防止轴瓦磨损。能否良好的形成油膜,关键在于轴瓦的刮研。下面对轴瓦的刮研工艺及要求做一下简单介绍。
1. 刮研轴瓦前需做如下准备工作:
对开式轴瓦是滑动轴承和转轴接触的部分,形状为瓦状的半圆柱面。轴瓦与转轴之间为间隙配合,工作时,间隙处会形成油膜, 其作用是将转轴与轴瓦隔离,减小轴瓦与转轴之间的摩擦,防止轴瓦磨损。能否良好的形成油膜,关键在于轴瓦的刮研。下面对轴瓦的刮研工艺及要求做一下简单介绍。
1. 刮研轴瓦前需做如下准备工作:
(1) 用内径千分尺检查轴瓦内径公差、圆度及锥度,确定刮研留量,记录下来以便研瓦时校正;轴瓦内孔研刮按下表1 留量;
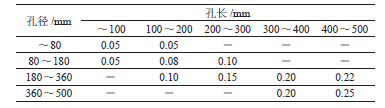
表1
(2) 检查上下瓦钨金厚度,并记录偏心方向准备刮研时纠正。
2. 轴瓦刮研过程
2.1 轴瓦与轴承座的刮研
首先将下轴瓦与轴承座配合之外圆部分均匀薄涂一层涂抹剂; 再将下轴瓦放在轴承座内沿圆周方向来回滑动数次取出看接触情况,然后在轴承座支梁上进行适当修刮使其接触良好;上轴瓦也同样按此方法操作。
2.2 测量瓦间隙
首先将下轴瓦与轴承座配合之外圆部分均匀薄涂一层涂抹剂; 再将下轴瓦放在轴承座内沿圆周方向来回滑动数次取出看接触情况,然后在轴承座支梁上进行适当修刮使其接触良好;上轴瓦也同样按此方法操作。
2.2 测量瓦间隙
将下瓦放入轴承座内,将转子吊放在下瓦上,测量瓦间隙并做好记录,将转子顺时针、逆时针各转几圈,检查轴瓦与转子接触面积并做好记录。
2.3 初研轴瓦
在轴瓦内圆表面上薄涂一层涂抹剂,取下轴瓦在轴径上沿圆周方向左右反复研磨数次,将初研后的下轴瓦放在工作台,检视钨金表面的亮线条和亮点用圆弧刮刀沿圆周方向依次刮研;反复刮研后,最后使钨金表面在 90°–120°内均匀地分布密集线条后停止刮研下瓦;依上述方法同样刮研上瓦至顶部 60°范围内有密集线条为止;120°宽度范围为 b:b=L/6。
2.4 精刮研轴瓦
将下半轴瓦放入轴承座内,再将转子落于下半轴瓦上,检查轴瓦两侧与轴径间的间隙是否均匀,检查轴瓦端面与两侧轴肩间隙是否均匀,如若不均匀则需调整均匀。
在轴瓦上涂上薄薄的润滑液,转动转子,分别顺时针、逆时针旋转 5–10 圈后将转子吊下,然后检查轴瓦上亮点,根据研磨后的亮点情况决定刮刀的用力轻重,最大点全部刮去,中等点刮去中间一小片,小点不刮,先从一个方向刮再从另一个方向刮,刀纹要相交成 90°角;将下轴瓦擦干净再放入轴承座内,转子重新落于下轴瓦,反复操作,直至刮到轴瓦在规定范围内有不低于每平方厘米 2 点的均匀接触。上轴瓦的刮研按下轴瓦刮研方法操作。
2.5 轴瓦与轴颈间隙的测定
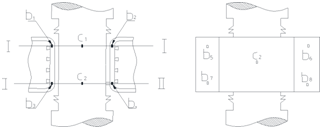
用 Φ1 × 10 ~ 30 mm 铅丝六根放置在上下轴瓦结合面及轴颈与上下瓦之间,如图 1,将一木锤放置在上轴瓦顶部,用铁锤竖直方向敲击上轴瓦顶部的木锤一次,然后拆下上轴瓦,用千分尺测量铅丝厚度,轴颈和轴瓦之间的间隙可按下式求得:
在Ⅰ–Ⅰ部位:
间隙值 a1=c1–(b1+b2)/2。在Ⅱ–Ⅱ部位:
间隙值 a2=c2–(b3+b4)/2。
其中 a1、a2 值的差应不超过 10%,且 a1、a2 值应符合表 2。
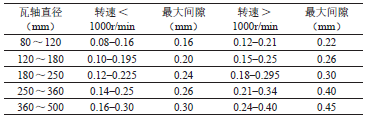
表2
2.3 初研轴瓦
在轴瓦内圆表面上薄涂一层涂抹剂,取下轴瓦在轴径上沿圆周方向左右反复研磨数次,将初研后的下轴瓦放在工作台,检视钨金表面的亮线条和亮点用圆弧刮刀沿圆周方向依次刮研;反复刮研后,最后使钨金表面在 90°–120°内均匀地分布密集线条后停止刮研下瓦;依上述方法同样刮研上瓦至顶部 60°范围内有密集线条为止;120°宽度范围为 b:b=L/6。
2.4 精刮研轴瓦
将下半轴瓦放入轴承座内,再将转子落于下半轴瓦上,检查轴瓦两侧与轴径间的间隙是否均匀,检查轴瓦端面与两侧轴肩间隙是否均匀,如若不均匀则需调整均匀。
在轴瓦上涂上薄薄的润滑液,转动转子,分别顺时针、逆时针旋转 5–10 圈后将转子吊下,然后检查轴瓦上亮点,根据研磨后的亮点情况决定刮刀的用力轻重,最大点全部刮去,中等点刮去中间一小片,小点不刮,先从一个方向刮再从另一个方向刮,刀纹要相交成 90°角;将下轴瓦擦干净再放入轴承座内,转子重新落于下轴瓦,反复操作,直至刮到轴瓦在规定范围内有不低于每平方厘米 2 点的均匀接触。上轴瓦的刮研按下轴瓦刮研方法操作。
2.5 轴瓦与轴颈间隙的测定
用 Φ1 × 10 ~ 30 mm 铅丝六根放置在上下轴瓦结合面及轴颈与上下瓦之间,如图 1,将一木锤放置在上轴瓦顶部,用铁锤竖直方向敲击上轴瓦顶部的木锤一次,然后拆下上轴瓦,用千分尺测量铅丝厚度,轴颈和轴瓦之间的间隙可按下式求得:
在Ⅰ–Ⅰ部位:
间隙值 a1=c1–(b1+b2)/2。在Ⅱ–Ⅱ部位:
间隙值 a2=c2–(b3+b4)/2。
其中 a1、a2 值的差应不超过 10%,且 a1、a2 值应符合表 2。
表2
图一
在上下轴瓦结合面上下各30°范围内刮去钨金,增大间隙使两侧间隙达到上项中a1 、a2 值,约占2÷3~2÷4
2.6 上瓦与轴承座上盖间隙的测量
用 Φ1 × 10 ~ 30 mm 铅丝 5 根,放置在上瓦和轴承座上盖及轴承座与轴承座上盖之间位置如图 1 所示,安装轴承座上盖后,将一木锤放置在上盖顶部,用铁锤竖直方向敲击木锤一次,然后拆下上盖,用千分尺测量铅丝厚度,上轴瓦和轴承座上盖间隙可按下公式求得:
间隙值 a3=c3–(b5+b6+b7+b8)/4
3、结论
轴瓦的刮研质量对于同步电机的稳定运行极为重要,所以刮研轴瓦时必须严格按照刮研工艺执行。
参考文献
用 Φ1 × 10 ~ 30 mm 铅丝 5 根,放置在上瓦和轴承座上盖及轴承座与轴承座上盖之间位置如图 1 所示,安装轴承座上盖后,将一木锤放置在上盖顶部,用铁锤竖直方向敲击木锤一次,然后拆下上盖,用千分尺测量铅丝厚度,上轴瓦和轴承座上盖间隙可按下公式求得:
间隙值 a3=c3–(b5+b6+b7+b8)/4
3、结论
轴瓦的刮研质量对于同步电机的稳定运行极为重要,所以刮研轴瓦时必须严格按照刮研工艺执行。
参考文献
[1] 史辉,徐霞,赵立民. 浅谈水轮机导轴瓦和推力瓦的刮研[J]. 小水电,2019(04):59–60.
[2] 贾南. 论滑动轴承(轴瓦)的刮研及在齿轮基座应用的解检方法[J]. 中国金属通报,2019(04):222+224.
[3] 谭冰,谭伟. 对开式球面滑动轴承的刮研工艺[J]. 机械管理开发,2010,25(05):116+119.
相关热词搜索: